

+7 (861) 217-72-87
Надежный партнер в выборе оборудования из Китая
Линия по производству шумоизоляционных экранов




В крупных мегаполисах с целью снижения шума в жилых кварталах, расположенных вдоль оживленных автомобильных трасс и автомагистралей широко применяются ограждения из шумоизоляционных экранов. Данная конструкция имеет низкую стоимость и обеспечивает эффективное поглощение звука.
Строительство шумозащитных экранов позволяет снизить уровень шума в жилых домах и офисах до допустимого уровня
Допустимый уровень шума находится в пределах 40-55 дБ. Уровень шума, причиняющий дискомфорт, вызывающий раздражение, расстройство сна и внимательности находится в пределах 50 – 80 дБ (этот шум на рыночной площади, в большом мегаполисе и др.). Уровень шума выше 60 – 80 дБ – это недопустимый уровень, который при продолжительном воздействии вредит здоровью человека.
Производители оборудования из Китая по выпуску шумоизоляционных экранов могут предложить линии достойного качества с высокой степенью автоматизации.
1. Размеры панелей
В описании приведены стандартные размеры панелей. Линия разрабатывается в соответствии с чертежами конечного продукта, предоставленного клиентом.
Производственная линия обеспечивает профилирование исходных стальных листов и пробивание отверстий согласно чертежа продукции.

2. Основные технические параметры производственной линии:
2.1 Заготовка: Q235
2.2 Предел текучесть: ≤ 235 МПа
2.3 Толщина заготовки: 0.75/0,9/1,5 мм(см. чертеж)
2.4 Ширина заготовки: 270/300720 мм
2.5 Внутренний диаметр рулона: Ø 508 мм
2.6 Наружный диаметр рулона: ≤ Ø 1200 мм
2.7 Вес рулона: ≤5000 кг
2.8 Скорость линии: 1,5 м/мин.(для панели перф.)
15 м /мин.(для профиля Вер А / Вер С)
2.9 Допуск в длине: ±1,0 мм
2.10 Температура среды: 2~45 °С
2.11 Относительная влажность: ≤90%(25 °С )
2.12 Сжатый воздух: 0.5 MПа, 300 л/мин.
2.13 Параметры сети 3-фазной: 380V±10%;50HZ
2.14 Параметры сети однофазной 220V(±10%),50HZ
2.15 Габаритные размеры: 28 м(длина) 5 м(ширина)
3. Технологическая схема производства линии профилирования
Размотка рулона → серво-подача → вырубка → изгиб профиля→ резка → выдача продукции
4. Состав линии:
4.1 Машина разматыватель
Описание: Консольный электроприводный разматыватель предназначен для поддержания и разматывания рулоны заготовки. Станина снабжена обжимным устройством для затягивания рулона. Скорость размотки регулируется при помощи частотного преобразователя. Разматыватель пассивный – разматывается за счет вытягивания оборудования.
Технические параметры:

4.2 Серво-подача
Устройство для активной размотки/подачи материала. Состоит из сервомотора, подающих валов, трансмиссии, направляющего устройства, устройства измерения длины и системы управления.
Технические параметры:
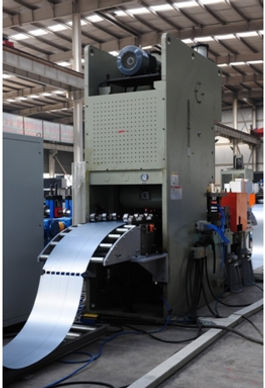
4.3 Механический пресс
Механический пресс, модель JH21-160 (производитель Yangli)
Номинальное усиление пресса: 1600 кН
Кол-во. ударов: 35-50 ударов/мин.
Длина шага: 39 мм (6 рядов отв.)
Максимальная скорость перфорации: 1,95 м/мин.
Штамп: 1 компл.
Материал пуансона и матриц: Х12 мов. Твердость: HRC 58-62.

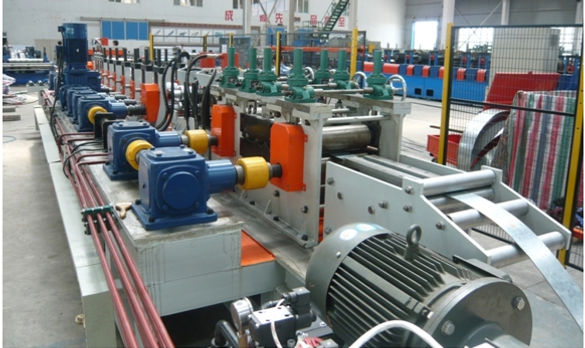
4.4 Профилегибочный станок
Назначения: придание заданного профиля стальному листу.
Прокатный станок:
Структура станка в виде «арки». Клети отдельные литьевые. Станина изготовлена на обрабатывающем центре с последующей закалкой.
- Трехфазные двигатели (50Hz/380V)
- Межосевое расстоние между верхними и нижними валами регулируются винтами;
- На валах с одной стороны установлены конические подшипники, с другой стороны цилиндрические подшипники;
- Имеется три набора сменных кассет для прокатки профиля: Вер А, Вер С, и профильная панель.
- Продолжительность перенастройки: 30 мин.
- Перенастройка заключается в замене кассет.
Параметры прокатного станка:

4.5 Гильотина
Предназначена для отрезки готового профиля заданной длины. На пульте управления с сенсорным экраном задается длина профиля. При помощи инкодера осуществляется измерение длины, оптико-электронный датчик передает сигнал для выполнения операции резки листа. Верхний нож при помощи гидравлического цилиндра выполняет операцию.
Технические параметры гильотины:

4.6 Приемный стол
Приемный стол состоит из профиля и оцинкованных валов в количестве 2шт. Общая длина: 6 метров.
4.7 Гидросистема
Предназначена для обеспечения работы гильотины с гидравлическим приводом.
Технические параметры:
4.8 САУ (система автjматического управления)
САУ используется для управления работой линии:
- работу устройства замера длины и синхронизации с работой исполнительных механизмов;
- резка металла;
- возвратно-поступательное движение механизмов;
- аварийная остановка.
Линия может эксплуатироваться как в ручном так и в автоматическом режимах. Ручной режим применяется во время переналадки.
На данной линии применяются штепсельные соединения проводов, что обеспечивает удобство соединения кабелей.

Используемые компоненты